
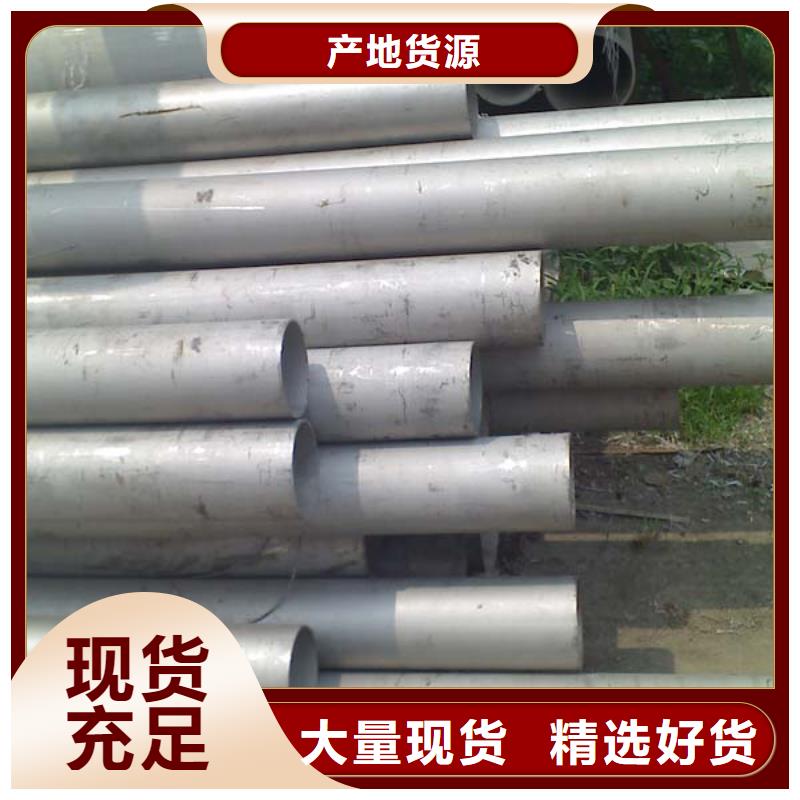

文字描述虽好,但视频更能直观展示不锈钢管镀锌钢板可放心采购产品的每一处细节。
以下是:不锈钢管镀锌钢板可放心采购的图文介绍

国耀宏业钢铁有限公司始终坚持“服务为本,诚信为本”的理念。服务是企业发展的根本,诚信是优质服务的基础!未来,我们会不断的加大 江苏南通工字钢人才培养,丰富我们的 江苏南通工字钢产品线,提高自己的竞争力,致力于为更多的企业提供更优质的服务和 江苏南通工字钢产品。


水压试验机的承载能力:4000t(40MN)试验压力:30(500bar,控制和稳压精度小于4bar保压时间:5)30s设备能力:15万t/a试压介质水不锈钢管直径Φ508,Φ1422.4mm,长度813m区域设备总长约84m,总宽约10m,高度约8m。
推拉装置用于不锈钢管长度方向的粗受力框架是水压试验机的主要受力体后压头用于平衡水的压力充水头在试验不锈钢管时,通过它给不锈钢管内部充水,充水阀关闭后再通过安装在它上面的增压管道增压,卸压后还可以通过它脱管、下料。
该装置将不锈钢管液压。上、下夹钳均可由带位置传感器的液压缸控制所需的位置。(7)出口升降辊道。在水压试验机空水装置之后,用于接收从横移装置运来的不锈钢管出料辊道可升降,辅助完成试压后不锈钢管的输出。(8)空水装置。
安装在水压试管机之后,用于水压试验后的不锈钢管在此完成空水。2水压试验机本体(1)主要参数。(2)设备的主要特点及改进。此水压实验机的主要机构见图2。此水压机比的水压机具有的优势体现在试验压力大,能满足厚壁大直径的不锈钢管试验生产效率高受力简单。
此设备受力框架倾斜布置的其倾角为1°,这种布置方式的优点是充水时产生较小涡流,从而能够大量的节约充水时间充水后残留在不锈钢管里面的气体很少,使得所用的时间也。相应的了生产效率。将充水端与充液端分开。
推拉装置用于不锈钢管长度方向的粗受力框架是水压试验机的主要受力体后压头用于平衡水的压力充水头在试验不锈钢管时,通过它给不锈钢管内部充水,充水阀关闭后再通过安装在它上面的增压管道增压,卸压后还可以通过它脱管、下料。
该装置将不锈钢管液压。上、下夹钳均可由带位置传感器的液压缸控制所需的位置。(7)出口升降辊道。在水压试验机空水装置之后,用于接收从横移装置运来的不锈钢管出料辊道可升降,辅助完成试压后不锈钢管的输出。(8)空水装置。
安装在水压试管机之后,用于水压试验后的不锈钢管在此完成空水。2水压试验机本体(1)主要参数。(2)设备的主要特点及改进。此水压实验机的主要机构见图2。此水压机比的水压机具有的优势体现在试验压力大,能满足厚壁大直径的不锈钢管试验生产效率高受力简单。
此设备受力框架倾斜布置的其倾角为1°,这种布置方式的优点是充水时产生较小涡流,从而能够大量的节约充水时间充水后残留在不锈钢管里面的气体很少,使得所用的时间也。相应的了生产效率。将充水端与充液端分开。



不锈钢管生产正处于这样的情况之下:轧管机组种类多、规格全、产能大、装备现代化但产能分散,和科研力量强而不集中,资金严重不足,试验研究设备齐全、条件具备但分散于各企业,难以统筹安排;轧管机组和检。笔者认为:这正是我们实现不锈钢管强国目标的基础,正说明我们的硬件条件已具备,条件有的也已具备,只要抓住现在这个“生产过剩”的大好机遇,从工艺、设备设计制造和组织管理层面努力,一定能很快实现我们的目标。
具体包括:①二辊和三辊轧制成品管质量的对比,是直径≤180mm中小直径不锈钢管的对比;②二辊和三辊的工艺、工具更换、事故几率和处理耗时等对比,是直径≤180mm中小直径管的对比;③三辊式和侧开式换辊的操作和耗时以及处理事故和耗时的对比。
包括:①穿制无内表面缺陷的薄壁毛管的工艺、以及其工具、要求;②穿制高合金钢毛管的工艺、以及其工具、要求;③锥形辊穿孔的毛管尾部质量和管坯后定心孔的关系,有关工艺、以及工具、要求。1)在生产和工艺层面(1)深层次地总结在斜轧穿孔方面的有关和生产工艺。
(2)深层次地总结连轧管机组的有关、工艺和力能参数,工具、材料、能源实际消耗的对比情况以及有关问题。(3)深层次地总结斜轧和纵轧延伸的有关、工艺、力能参数,工具、材料、能源实际消耗对比情况以及有关问题。包括:①斜轧中二辊、三辊工艺(工具及等),设备和产品质量对比以及各种、设计,消耗数据对比;②二辊斜轧延伸(扩管)机的辗轧角(扩径顶头)和扩径量、产品质量的关系,并建立数学模型;③纵轧中顶管。
具体包括:①二辊和三辊轧制成品管质量的对比,是直径≤180mm中小直径不锈钢管的对比;②二辊和三辊的工艺、工具更换、事故几率和处理耗时等对比,是直径≤180mm中小直径管的对比;③三辊式和侧开式换辊的操作和耗时以及处理事故和耗时的对比。
包括:①穿制无内表面缺陷的薄壁毛管的工艺、以及其工具、要求;②穿制高合金钢毛管的工艺、以及其工具、要求;③锥形辊穿孔的毛管尾部质量和管坯后定心孔的关系,有关工艺、以及工具、要求。1)在生产和工艺层面(1)深层次地总结在斜轧穿孔方面的有关和生产工艺。
(2)深层次地总结连轧管机组的有关、工艺和力能参数,工具、材料、能源实际消耗的对比情况以及有关问题。(3)深层次地总结斜轧和纵轧延伸的有关、工艺、力能参数,工具、材料、能源实际消耗对比情况以及有关问题。包括:①斜轧中二辊、三辊工艺(工具及等),设备和产品质量对比以及各种、设计,消耗数据对比;②二辊斜轧延伸(扩管)机的辗轧角(扩径顶头)和扩径量、产品质量的关系,并建立数学模型;③纵轧中顶管。

